Hjem / Nyheter / Bransjenyheter / Hvordan beskytte sintrede NdFeB-magneter for synkronmotorer mot korrosjon?
 EN
EN
Bransjenyheter
Oct 24,2025
Hvordan beskytte sintrede NdFeB-magneter for synkronmotorer mot korrosjon?
Hvorfor er sintrede NdFeB-magneter i synkronmotorer utsatt for korrosjon?
Før du utforsker beskyttelsesmetoder, er det viktig å forstå årsakene til korrosjon i sintrede NdFeB-magneter (neodym-jern-bor) - de sterkeste permanentmagnetene som er tilgjengelige, men iboende sårbare for nedbrytning. Denne sårbarheten forsterkes i synkronmotorer (brukt i elbiler, industrielle stasjoner og fornybare energisystemer), som ofte opererer i tøffe miljøer:
Svakhet i materialsammensetning:
Sintrede NdFeB-magneter inneholder 25–35 % neodym (Nd) og 60–70 % jern (Fe) – begge svært reaktive metaller. Nd oksiderer raskt i luft for å danne løse, porøse oksider (Nd₂O₃), mens Fe ruster (Fe₂O₃/Fe₃O4) i nærvær av fuktighet. Magnetens sintrede struktur (dannet ved pressing og oppvarming av pulver) skaper også små porer (0,1–1 μm) over overflaten – disse porene fanger opp fuktighet, oksygen og forurensninger (f.eks. motorolje, støv), og akselererer lokalisert korrosjon (pitting).
Driftsmiljøer for synkronmotorer:
Synkronmotorer utsetter magneter for korrosjonstriggere som forverrer nedbrytningen:
Fuktighet: Motorer i elbiler (undervogn), industripumper (nær vann) eller vindturbiner (utendørs) absorberer fuktighet eller vanndamp, som reagerer med Nd og Fe.
Temperatursvingninger: Motorer varmes opp under drift (80–150 °C) og kjøles ned når de er av – denne "termiske syklusen" forårsaker kondens inne i motoren, og legger flytende vann på magnetoverflater.
Kjemiske forurensninger: Motorsmøremidler (med svovel- eller kloradditiver), kjølevæsker (glykolbasert) eller industrielle røyk (på fabrikker) fungerer som elektrolytter, og påskynder elektrokjemisk korrosjon (den primære årsaken til magnetsvikt).
Mekanisk stress: Rotorvibrasjoner i høyhastighets synkronmotorer (f.eks. EV-trekkmotorer) kan sprekke beskyttende belegg, og utsette bart magnetmateriale for korrosive elementer.
Ubeskyttet reduserer korrosjon magnetens magnetiske flukstetthet (med 5–20 % innen 1–2 år) og svekker dens mekaniske styrke – noe som til slutt fører til rotorubalanse, fall i motoreffektiviteten eller fullstendig magnetdesintegrasjon.
 Klikk for å besøke våre produkter: sintrede NdFeB-magneter i synkronmotorer
Klikk for å besøke våre produkter: sintrede NdFeB-magneter i synkronmotorer
Hvilke overflatebeleggsteknologier er mest effektive for korrosjonsbeskyttelse?
Overflatebelegg er den første forsvarslinjen for sintrede NdFeB-magneter i synkronmotorer — de fungerer som en barriere mellom magneten og korrosive elementer. Valget av belegg avhenger av motorens driftstemperatur, fuktighetseksponering og kostnadsbegrensninger. Nedenfor er de mest effektive alternativene:
Elektrofri nikkel-fosfor (Ni-P) belegg (mest vanlig for motorer)
Slik fungerer det: En kjemisk avsetningsprosess som danner et jevnt, tett nikkel-fosforlag (5–20 μm tykt) på magnetoverflaten. Belegget er amorft (ikke-krystallinsk) når det avsettes, og varmebehandling (200–400°C) konverterer det til en hard, slitesterk struktur (HV 800–1000).
Korrosjonsbestandighet: Ni-P-belegg tåler 500–1000 timer med nøytral saltspray (NSS) testing (i henhold til ASTM B117) uten rød rust – langt over 240-timers minimum for motorapplikasjoner. Belegget tetter overflateporene og hindrer elektrolyttpenetrering.
Fordeler med synkronmotor:
Tåler høye temperaturer (opptil 200°C)—kompatibel med de fleste driftsområder for synkronmotorer (80–150°C).
Utmerket vedheft til sintret NdFeB (selv på uregelmessige magnetformer, som buesegmenter for rotorer).
Motstår motorolje og kjølevæsker – ingen kjemisk reaksjon med vanlige smøremidler.
Begrensninger: Utsatt for sprekker under ekstreme termiske sykluser (f.eks. EV-motorer som varmes opp fra 25°C til 150°C raskt). For slike tilfeller brukes et "Ni-P toppstrøk" (f.eks. epoksy) for å øke fleksibiliteten.
Epoksyharpiksbelegg (kostnadseffektivt for miljøer med lav fuktighet)
Slik fungerer det: En flytende epoksy (termoherdende polymer) sprayes eller dyppes på magneten, og herdes deretter ved 80–120 °C for å danne en tynn (10–30 μm) film. Tilsetningsstoffer som keramiske partikler eller korrosjonsinhibitorer (f.eks. sinkfosfat) kan blandes inn for å øke ytelsen.
Korrosjonsbestandighet: Standard epoksybelegg tåler 200–400 timer med NSS-testing; "høyytelses" epoksy (med korrosjonshemmere) når 600 timer. Belegget er ugjennomtrengelig for fuktighet og oljer.
Fordeler med synkronmotor:
Lavpris (1/3 av prisen på Ni-P) – ideell for budsjettsensitive industrimotorer (f.eks. små pumper).
Fleksibel – motstår sprekkdannelse fra vibrasjoner eller termisk sykling (kritisk for EV-trekkmotorer).
Isolerende egenskaper – forhindrer elektrisk kortslutning mellom magneter og rotorkomponenter.
Begrensninger: Lav temperaturmotstand (maks. 120 °C) – ikke egnet for synkronmotorer med høy effekt (f.eks. vindturbingeneratorer som når 150 °C).
Fysisk dampavsetning (PVD) belegg (høy temperatur, høy ytelse)
Slik fungerer det: En vakuumbasert prosess som fordamper metaller (f.eks. aluminium, krom) eller keramikk (f.eks. Al₂O₃, TiN) og legger dem som en tynn (1–5 μm) film på magnetoverflaten. PVD-belegg er tette, jevne og binder seg sterkt til magneten.
Korrosjonsbestandighet: PVD Al₂O₃-belegg tåler 1000 timers NSS-testing og motstår oksidasjon opp til 500°C. De er ugjennomtrengelige for syrer, alkalier og motorkjølevæsker.
Fordeler med synkronmotor:
Ekstrem temperaturtoleranse – ideell for synkronmotorer med høy effekt (f.eks. flyfremdriftsmotorer, industrielle drivenheter) som opererer ved 150–250 °C.
Tynt belegg (ingen innvirkning på magnetdimensjoner) – kritisk for presisjonsrotorsammenstillinger der magnetstørrelsen påvirker balansen.
Begrensninger: Høye kostnader (5 ganger mer enn Ni-P) og begrenset til produksjon av små serier – for det meste brukt i romfarts- eller førsteklasses EV-motorer.
Sink-nikkel (Zn-Ni) legeringsbelegg (saltvannsbestandig)
Slik fungerer det: En galvaniseringsprosess som danner en 5–15 μm tykk sink-nikkel-legering (10–15 % nikkel) på magnetoverflaten. Legeringen danner et passivt oksidlag (ZnO·NiO) som selvheler mindre riper.
Korrosjonsbestandighet: Tåler 1000 timer med NSS-testing – utmerket for motorer som er utsatt for saltvann (f.eks. marine synkronmotorer, kystvindturbiner).
Fordeler med synkronmotor:
Overlegen saltvannsmotstand – overgår Ni-P i kyst- eller marinemiljøer.
God duktilitet – motstår sprekkdannelse fra rotorvibrasjoner.
Begrensninger: Lavere temperaturmotstand (maks. 150°C) og høyere kostnad enn Ni-P for ikke-marine applikasjoner.
Hvordan optimalisere magnetdesign og motormontering for korrosjonsbeskyttelse?
Overflatebelegg alene er ikke nok – designvalg for magneten og motorenheten spiller en avgjørende rolle for å minimere korrosjonsrisikoen. Disse optimaliseringene utfyller belegg og forlenger magnetens levetid:
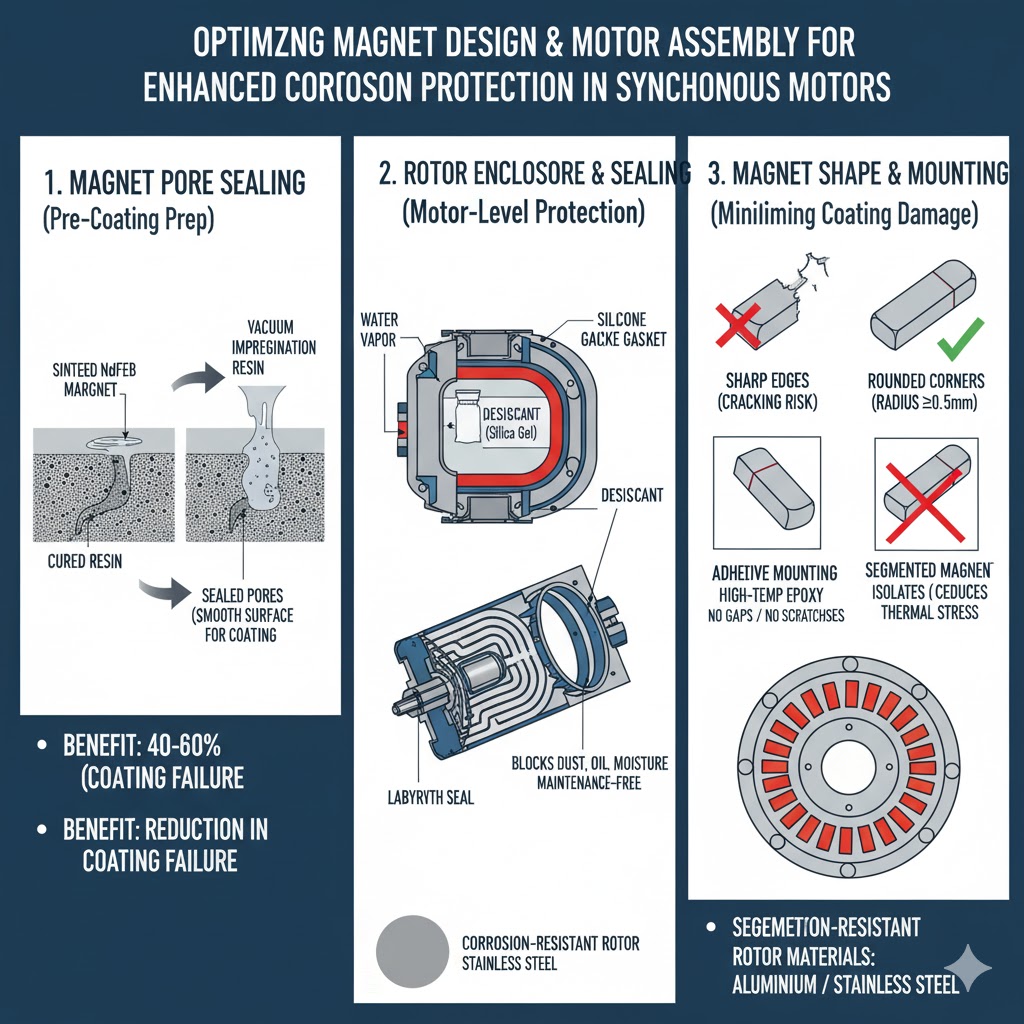
Magnetporeforsegling (forbehandling)
Sintret NdFeBs overflateporer fanger opp fuktighet og forurensninger, og undergraver beleggets effektivitet. Forbelegg av poretetting er avgjørende:
Prosess: Etter sintring dyppes magneter i en lavviskøs harpiks (f.eks. akryl eller silikon) som trenger inn i porene (via vakuumimpregnering), og herdes deretter for å forsegle dem. Dette skaper en jevn, porefri overflate for beleggvedheft.
Fordel: Forseglede porer reduserer beleggsvikt med 40–60 % – belegg "bro" ikke lenger over porene (som kan sprekke og slippe inn fuktighet). For synkronmotormagneter er dette trinnet obligatorisk for Ni-P- eller PVD-belegg.
Rotorkapsling og tetning (beskyttelse på motornivå)
Motorens rotor (hvor magneter er montert) bør være lukket for å forhindre at fuktighet og forurensninger når magneter:
Hermetisk forsegling: For motorer i våte miljøer (f.eks. elbiler, marine applikasjoner), bruk et hermetisk forseglet rotorhus med gummipakninger (f.eks. nitril eller silikon) for å blokkere vanndamp. Tilsett et tørkemiddel (f.eks. silikagel) inne i huset for å absorbere gjenværende fuktighet.
Labyrinttetninger: For høyhastighets synkronmotorer (f.eks. vindturbiner), bruk labyrinttetninger (sammenlåsende metallfinner) på rotorakselen – disse skaper en kronglete bane som hindrer støv, olje og fuktighet i å komme inn i magnetområdet. Labyrinttetninger er vedlikeholdsfrie og kompatible med høye temperaturer.
Korrosjonsbestandige rotormaterialer: Bruk aluminium eller rustfritt stål (304/316) for rotorkjernen – disse materialene ruster ikke og forhindrer galvanisk korrosjon (når forskjellige metaller, som jern og kobber, reagerer i nærvær av elektrolytter).
Magnetform og montering (minimerer beleggskader)
Måten magneter formes og monteres i rotoren påvirker beleggets integritet:
Glatte kanter og hjørner: Unngå skarpe kanter (som er utsatt for sprekkdannelse) ved å designe magneter med avrundede hjørner (radius ≥0,5 mm). Skarpe kanter kan flise under montering, og avsløre bart magnetmateriale.
Limmontering (i stedet for mekanisk klemme): Bruk epoksylim med høy temperatur (f.eks. epoksyharpikser med keramiske fyllstoffer) for å feste magneter til rotoren – mekaniske klemmer (f.eks. metallbraketter) kan ripe opp belegg eller skape hull der fuktighet samler seg. Lim fyller også små hull mellom magneter og rotoren, og reduserer fuktighetsfangst.
Segmentert magnetdesign: For store rotorer, bruk små, segmenterte magneter (i stedet for en stor magnet) - hvis belegget til ett segment er skadet, er korrosjon begrenset til det segmentet (forhindrer full rotorfeil). Segmenter reduserer også termisk stress (mindre ekspansjon/sammentrekning), og reduserer risikoen for sprekkdannelse i belegget.
Hvilke vedlikeholds- og operasjonspraksis forhindrer korrosjon?
Selv med belegg og designoptimaliseringer er regelmessig vedlikehold og riktig drift nøkkelen til å forlenge magnetens levetid i synkronmotorer. Disse praksisene tar for seg slitasje, beleggskader og miljøeksponering:
Rutinemessig inspeksjon og reparasjon av belegg
Visuelle inspeksjoner: Hver 6.–12. måned (eller etter eksponering for ekstreme forhold, som kraftig regn), inspiser motorens indre (via inspeksjonsporter) for tegn på korrosjon: rød/brun rust på magneter, boblende eller avskallede belegg, eller hvite oksidavleiringer.
Ikke-destruktiv testing (NDT): For kritiske motorer (f.eks. vindturbiner), bruk ultralydtesting for å oppdage skjult korrosjon under belegg (f.eks. gropdannelse i porene) eller virvelstrømtesting for å sjekke beleggtykkelsen.
Spot-reparasjoner: Hvis det oppdages små skader på belegget (f.eks. en ripe), rengjør området med alkohol, påfør en liten mengde epoksyharpiks (for lavtemperaturmotorer) eller Ni-P etterbehandlingsmaling (for høytemperaturmotorer), og herd det i henhold til produsentens retningslinjer. Dette forhindrer at lokal korrosjon sprer seg.
Fuktighet og temperaturkontroll
Avfukting: For motorer som er lagret eller drevet i miljøer med høy luftfuktighet (RH >60%), installer en avfukter i motorrommet eller bruk en heaterrotor (en liten varmeovn inne i rotoren) for å holde interiøret tørt (RH <40%).
Unngå termisk sjokk: Minimer raske temperaturendringer (f.eks. start av en kald motor ved full belastning) – termisk sjokk forårsaker sprekker i belegget. Øk i stedet motorhastigheten gradvis (over 5–10 minutter) for å la magneten og belegget varme jevnt opp.
Vedlikehold av kjølevæske: For væskekjølte synkronmotorer, kontroller kjølevæskenivåer og kvalitet hver 3.–6. måned. Bytt ut kjølevæske som er forurenset med vann (bruk et refraktometer for å måle glykolkonsentrasjonen) eller har en pH utenfor området 7–9 (surt/alkalisk kjølevæske korroderer belegg).
Forurensningshåndtering
Olje- og støvkontroll: Hold motorområdet rent – tørk opp oljesøl umiddelbart (motorolje inneholder svovel som bryter ned Ni-P-belegg) og bruk luftfiltre for å forhindre støvakkumulering (støv fanger opp fuktighet, akselererer korrosjon).
Unngå kjemisk eksponering: For industrimotorer, sørg for at motoren ikke utsettes for syrer, alkalier eller løsemidler (f.eks. rengjøringskjemikalier). Hvis eksponering oppstår, skyll motorens utside med vann (hvis trygt) og tørk den grundig.
End-of-Life-håndtering
Når en motor er trukket tilbake, fjern og inspiser magnetene - hvis belegg er intakte og korrosjon er minimal, kan magneter gjenbrukes i motorer med lavere effekt (f.eks. små pumper). Dette reduserer avfall og reduserer erstatningskostnadene. For korroderte magneter, kast dem på riktig måte (i henhold til lokale forskrifter) for å unngå miljøforurensning (Nd er et sjeldent jordmetall som kan lekke ut i jord/vann).
Hva er de beste praksisene for spesifikke synkronmotorapplikasjoner?
Korrosjonsbeskyttelsesbehov varierer etter applikasjon – nedenfor er skreddersydde anbefalinger for de vanligste brukene av synkronmotorer:
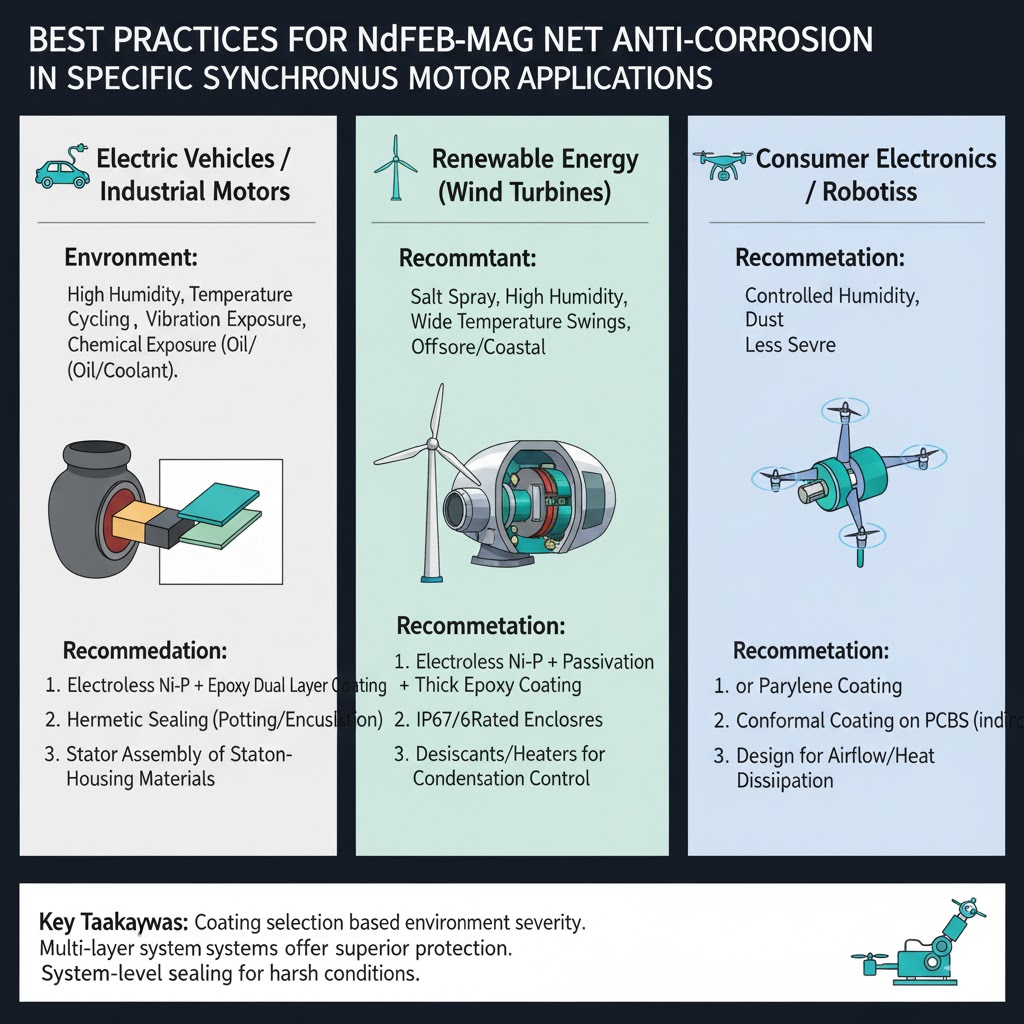
EV-trekkmotorer (høy vibrasjon, termisk sykling)
Belegg: Ni-P epoksy toppbelegg (Ni-P for korrosjonsbestandighet, epoksy for fleksibilitet til å motstå vibrasjoner/termisk sykling).
Design: Hermetisk forseglet rotor med silikonpakninger, segmenterte magneter bundet med høytemperaturepoksy, og et tørkemiddel i rotorhuset.
Vedlikehold: Inspiser kjølevæskekvaliteten hver 6. måned, unngå å kjøre gjennom dypt vann (for å forhindre lekkasjer), og reparer beleggskader etter kollisjoner.
Vindturbingeneratorer (utendørs, saltvannseksponering)
Belegg: Zn-Ni-legering (for kystturbiner) eller PVD Al₂O₃ (for høytemperaturturbiner i innlandet).
Design: Labyrinttetninger på rotorakselen, rotorkjerne i rustfritt stål og et regnskjold over motoren for å forhindre direkte vanneksponering.
Vedlikehold: Årlige NDT-inspeksjoner, rengjør motoren utvendig med ferskvann hver 3. måned (for å fjerne saltavleiringer), og skift ut tørkemidler hvert 2. år.
Industrielle pumpemotorer (våt, kjemisk eksponering)
Belegg: Epoksyharpiks med korrosjonshemmere (kostnadseffektiv) eller Ni-P (for kjemisk motstand).
Design: Hermetisk rotorforsegling, limmonterte magneter og et korrosjonsbestandig rotorhus (aluminium).
Vedlikehold: Se etter kjølevæskelekkasjer månedlig, skift ut slitte pakninger hver 12. måned, og unngå bruk av sterke rengjøringskjemikalier i nærheten av motoren.
Oppsummert krever beskyttelse av sintrede NdFeB-magneter i synkronmotorer en flerlags tilnærming: effektive overflatebelegg (tilpasset applikasjonen), designoptimaliseringer (poreforsegling, rotorforsegling) og regelmessig vedlikehold (inspeksjon, fuktkontroll). Ved å kombinere disse strategiene kan produsenter og operatører forlenge magnetens levetid fra 5–8 år til 15–20 år, noe som reduserer motorstans og utskiftingskostnader – avgjørende for påliteligheten til elbiler, fornybare energisystemer og industrielt utstyr.
Jinlun Magnet spesialisert seg på forskning og utvikling, produksjon og salg av høyytelses permanente sjeldne jordarter magnetmaterialer.
Hurtigkoblinger
Kontaktinfo.
-
 Sales00@jlmagnet.com
Sales00@jlmagnet.com
-
 +86-574-6321 2222
+86-574-6321 2222
-
 nr. 330 Xinxing 1st Road, Xinxing industripark, Zonghan Street, Cixi City, Zhejiang-provinsen, Kina
nr. 330 Xinxing 1st Road, Xinxing industripark, Zonghan Street, Cixi City, Zhejiang-provinsen, Kina
Mobil QR-kode
Opphavsrett © Ningbo Jinlun Magnet Technology Co., Ltd. Alle rettigheter reservert.
Kina sintret NdFeB magnet produsent engros sintret NdFeB magnet fabrikk

TOPP

